Содержание
Температура пайки полипропиленовых труб — основные этапы самостоятельной сварки и таблица значений
Для успешной сварки полипропиленовых труб диаметра PPR необходимо знать основные этапы и параметры процесса пайки. Способ сварки полипропиленовых труб имеет свои особенности, и, чтобы избежать деформации и некачественного соединения, важно следовать технологическому процессу.
Одной из важных составляющих сварки является подготовка. Перед началом работы необходимо выполнить разметку и подготовить инструменты. Разметка включает в себя определение места соединения труб, а также нанесение помощью инструментов отметок на трубы и соединяющие их элементы. Следующим этапом является нарезка труб и очистка их от загрязнений.
В процессе сварки важно знать температуру нагрева. Таблица значений поможет определить необходимую температуру в зависимости от номинального диаметра труб. При этом важно помнить, что нагревание должно быть максимально равномерным, чтобы избежать деформации и повреждения материала.
Процесс пайки полипропиленовых труб осуществляется с помощью специального сварочного устройства — паяльника. Нагревание труб и соединительных элементов происходит вставляемыми в паяльник нагревательными элементами. Для как наиболее полной защиты и эффективности процесса пайки рекомендуется ознакомиться с подробной инструкцией по монтажу систем водоснабжения и температурным параметрам сварки.
Нужно помнить, что в процессе соединения труб нагревание происходит до определенной температуры, которая указана в таблице значений. В случае несоответствия температуры может произойти деформация и повреждение соединительных элементов. Поэтому очень важно следовать инструкции и таблице значений, чтобы сварка полипропиленовых труб была качественной и надежной.
Важно отметить, что в процессе сварки полипропиленовых труб необходимо быть внимательным и аккуратным. Есть возможность посмотреть видео-инструкцию по сварке полипропиленовых труб, чтобы лучше понять все детали процесса и избежать ошибок. Используя стандартные элементы, инструменты и технологическое оборудование, вы сможете самостоятельно сварить полипропиленовые трубы и получить надежный и качественный узел соединения.
Пайка как способ соединения PPR труб
Для процесса пайки важно учесть номинальный диаметр труб, техническое описание системы и продумать разметку перед монтажом. Весь процесс пайки состоит из нескольких этапов: разметка, нагревание и соединение.
1. Разметка и подготовка. Перед началом процесса пайки необходимо провести разметку на поверхности трубы. Разметку можно выполнить с помощью инструментов или использовать стандартные отметки на трубах. Также важно очистить поверхность от загрязнений.
2. Нагревание. Для нагревания труб используется специальный сварочный аппарат, который генерирует высокую температуру. Параметры нагревания зависят от диаметра трубы. Вставляем сварочный инструмент внутрь трубы и нагреваем одновременно 3 секунды с каждой стороны.
3. Соединение. После нагревания, трубы можно соединить друг с другом. В этом процессе важно не допустить деформацию трубы и обеспечить корректное соединение. Для этого узел соединения должен иметь номиналом такой же диаметр, как и диаметр соединяемых труб. Перед соединением необходимо убедиться, что нагрев произошел при правильной температуре.
При пайке важно помнить, что температура пайки должна быть ниже температуры пластического состояния полипропилена. Если произойдет перегрев трубы или недостаточное нагревание, то связь может оказаться ненадежной. Точное значение необходимой температуры можно найти в техническом описании материала.
Также следует отметить, что при пайке важно выбрать правильный диаметр для соединяемых труб. Диаметры труб должны быть одинаковыми, чтобы обеспечить максимально надежное соединение.
Пайка является эффективным и простым способом соединения полипропиленовых (PPR) труб. Главное в этом процессе следовать инструкциям, правильно выбирать инструменты и контролировать температуру нагрева. Благодаря пайке можно создать прочное и долговечное соединение труб, чему способствует технологическое описание и подробная инструкция по пайке в видео формате.
Что нужно знать о полипропиленовых трубах?

Полипропиленовые трубы широко применяются для создания систем водоснабжения и отопления. Для успешной установки и сварки таких труб важно правильно знать все детали процесса.
Одной из основных характеристик полипропиленовых труб является номинальный диаметр. От него зависит выбор технологического процесса и температурные значения для сварки. Для соединения труб разных диаметров обязательно устанавливается специальный элемент – редукционный узел. В данном случае вставляем отрезки труб с разным диаметром, которые должны быть предварительно нарезаны.
Для пайки полипропиленовых труб также важно знать техническое описание процесса. Температура нагревания не должна превышать максимально допустимые значения, указанные в технической документации на изделия.
Подготовка к процессу пайки включает нарезку трубопровода, очистку его элементов от различных загрязнений. Также важно учесть, что наружный и внутренний диаметры полипропиленовых труб номиналом от 20 до 63 мм могут отличаться. Узлы, элементы и схема сварочного процесса могут быть разными, что также зависит от диаметра трубы.
Сварка полипропиленовых труб происходит при поднятых температурах и с использованием специальных инструментов. Для сварки достаточно нагреть полипропилен до определенной температуры, применить сварочные насадки и установить элементы свариваемого участка на место. Особое внимание необходимо уделять точности сварки и времени схлопывания соединений, так как неправильное выполнение этих процессов может привести к деформации стенок трубы.
При выборе технологического процесса сварки полипропиленовых труб рекомендуется обратиться к инструкции производителя. Важно также учесть особенности местных условий, технических требований и специфики системы водоснабжения и отопления, в которую будут включены данные трубы.
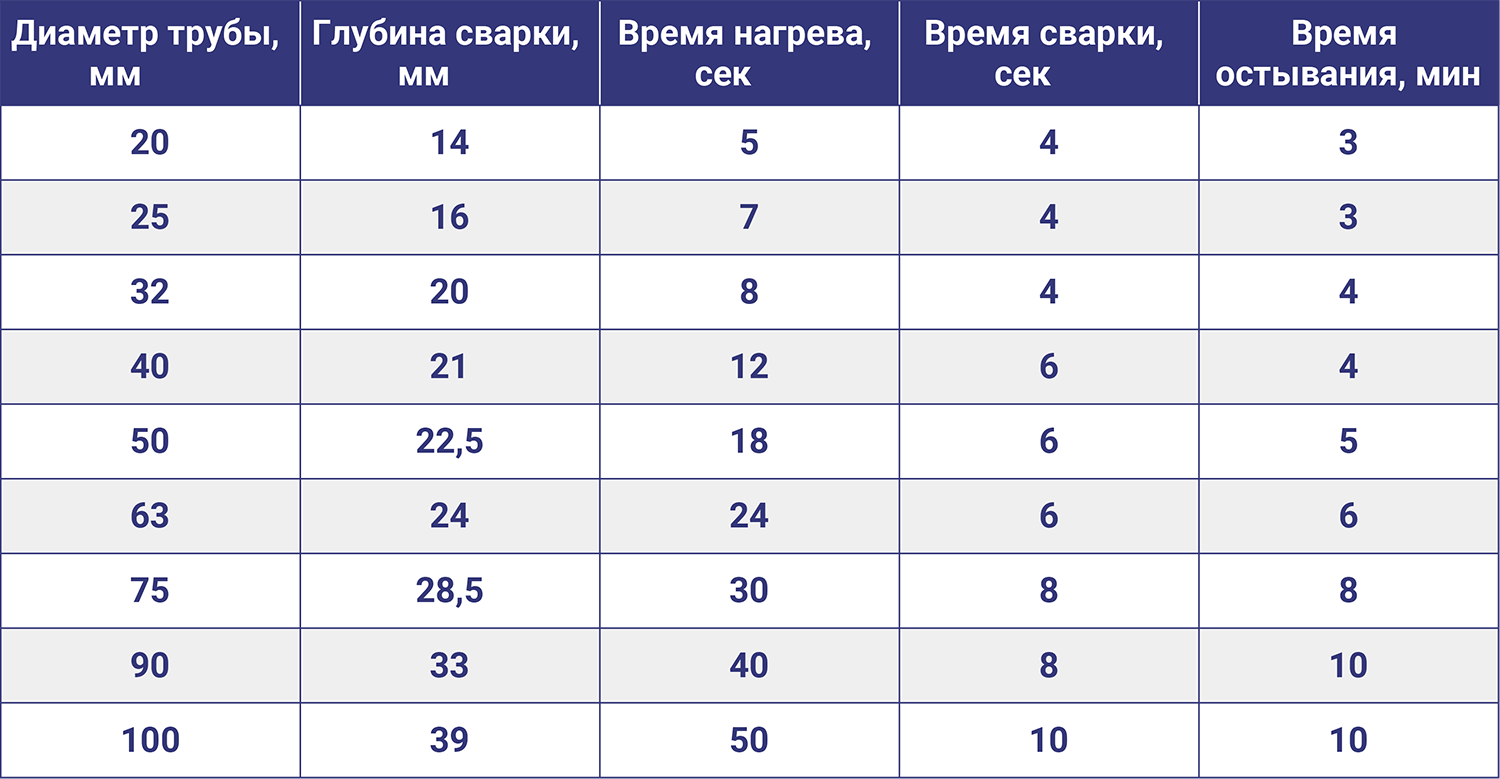
Для облегчения процесса сварки полипропиленовых труб можно использовать таблицу значений, с которой удобно исходить при выборе нужной температуры. В таблице указывается номинальный диаметр трубы и значения температуры нагрева в зависимости от этого диаметра.
Важно помнить, что максимально допустимые температуры нагрева указываются для конкретного типа полипропилена. Поэтому перед выполнением сварки необходимо взять во внимание все технические и температурные значения для сварки полипропиленовых труб.
Технологическое описание процесса пайки
Процесс пайки полипропиленовых труб подразумевает несколько этапов, которые следует обязательно выполнять и придерживаться заданных параметров. Важно помнить, что для полипропиленовых трубопроводов типа PPR номинальному диаметру и толщине стенки должно соответствовать значение температуры.
Перед пайкой следует провести нарезку отрезков полипропиленовых труб и обработать их концы для армирования соединения. Для этого необходимо использовать специальные инструменты для резки и обработки труб.
Приступая к пайке, необходимо обратить внимание на температурные параметры. У каждого типа полипропиленовых труб есть определенное значение температуры, при котором происходит сращивание узлов. Также важно учитывать температуры окружающей среды и места производства.
Процесс пайки можно подробно описать следующими этапами:
- Подготовка рабочей области и инструментов.
- Подключение паяльного прибора к источнику питания и настройка рабочей температуры.
- Нагревание рабочего элемента паяльного прибора до определенной температуры.
- Постепенное нагревание трубы с помощью паяльного прибора и нанесение равномерного нагрева по всей сварочной области.
- Соединение трубы и фиксация соединения на необходимое время для охлаждения.
- Проверка качества и прочности соединения.
При пайке полипропиленовых труб важно учитывать температуру окружающей среды, так как это может повлиять на качество соединения и возможность деформации материала. Также следует учитывать техническое описание процесса пайки и применять только стандартные схемы и советы.
В процессе пайки полипропиленовых труб полезное помощью могут быть фото и видео материалы, которые подробно описывают каждый этап и детали процесса.
Стандартные температурные параметры
Для успешной пайки полипропиленовых труб важно знать стандартные температурные параметры. Температура нагрева воды в трубах должна быть в пределах 260-270 градусов Цельсия. Это позволяет достичь наилучшей деформации стенок трубы и обеспечить надежное соединение.
Подробная информация по температуре пайки полипропиленовых труб доступна в таблице значений. В процессе пайки полипропиленовых труб необходимо знать следующие значения:
- Для полипропиленовых изделий номиналом до 25 мм температура нагрева должна быть на уровне 250-260 градусов Цельсия. Время нагрева составляет 2-3 секунды.
- Для полипропиленовых изделий номиналом 32 мм температура нагрева должна быть на уровне 250-260 градусов Цельсия. Время нагрева составляет 3-4 секунды.
- Для полипропиленовых изделий номиналом 40 мм температура нагрева должна быть на уровне 260-270 градусов Цельсия. Время нагрева составляет 4-5 секунд.
- Для полипропиленовых изделий номиналом 50 мм температура нагрева должна быть на уровне 270-280 градусов Цельсия. Время нагрева составляет 5-6 секунд.
Видео о температуре пайки полипропиленовых труб может помочь визуализировать процесс сварки. Также полезно учесть, что при высокой температуре нагрева возможно образование дополнительного армирования в отрезках трубы, что может привести к деформации стенок.
Нюансы температуры пайки можно изучить и уловить, применяя советы профессионалов. Зная технологическое значение температуры, можно более точно совершить соединение элементов системы.
Подробная инструкция по монтажу
Монтаж полипропиленовых труб требует соблюдения нескольких основных этапов. От выбора правильной температуры пайки зависит качество соединения.
- Подготовка и разметка. Для начала необходимо провести разметку и подготовку места соединения. Следует отметить на трубопроводе место, где будет происходить сварка.
- Нагревание трубы. С помощью паяльника с регулятором температуры нагреваем необходимую область трубы до значения, указанного в таблице значений для полипропиленовых труб. Нагрев должен быть максимально равномерным по всей области сварки.
- Нарезка трубы. После нагрева отрезаем нагретую область трубы с помощью специальных инструментов. Края трубки должны быть отрезаны под прямым углом.
- Вставляем трубы. Вставляем отрезанные трубы в соответствующие концы соединяемых деталей.
- Сварочный нагрев. После вставки труб необходимо провести сварочный нагрев, который должен быть равномерным и продолжительным. При этом температура не должна опуститься ниже значения, указанного в таблице значений.
- Соединение труб и деталей. После достижения необходимой температуры соединяем стенки труб и деталей друг с другом. Для этого необходимо применить специальный способ сварки соединяемых элементов. При этом температура должна быть на несколько градусов ниже значения, указанного в таблице значений.
- Деформация. После процесса пайки происходит деформация стенок трубы, которая позволяет обеспечить герметичность соединения.
Необходимо помнить, что при монтаже полипропиленовых труб для водоснабжения параметры нагрева и температуры пайки должны соответствовать техническим требованиям и нормам. Перед монтажом рекомендуется ознакомиться с технической документацией и таблицей значений, применяемых для полипропиленовых труб диаметром от 20 мм до 110 мм. Нюансы и параметры монтажа могут быть различными в зависимости от номинального диаметра трубы и других факторов.
Этап 1 – подготовка специальных инструментов
В таблице ниже приведены стандартные параметры пайки полипропиленовых труб в зависимости от номинального диаметра:
| Диаметр трубы, мм | Температурные отметки, °C | Время нагрева, сек |
|---|---|---|
| 20 | 260-270 | 8-10 |
| 25 | 260-270 | 10-12 |
| 32 | 270-280 | 12-14 |
| 40 | 270-280 | 14-16 |
| 50 | 280-290 | 16-18 |
Помимо стандартных параметров, при монтаже полипропиленовых труб важно следовать технологическому процессу сварки. Для этого необходимо знать основные этапы сварки и применять их в правильной последовательности.
Первым этапом является разметка трубы. С помощью маркера или инструмента для резки делаем отметки на трубе, указывая место соединения. Вставляем элементы сварочного узла в трубу.
На втором этапе необходимо нагреть сварочные элементы. Для этого используется специальное оборудование, которое нагревает полипропилен до определенной температуры (заданной в таблице). Это технологическое отклонение от номинальной температуры нагрева позволяет размягчить полипропилен и обеспечить качественное соединение.
После нагревания элементов сварочного узла наступает этап совмещения их вместе. На данный момент элементы сварочного узла нагреты до такой степени, что они максимально податливы и позволяют соединиться.
Этап номер три – прессовка. Приложив определенное усилие, необходимое для соединения, удерживаем элементы сварочного узла вместе и ждем, пока произойдет процесс затвердевания их поверхности. Все-таки следует придерживаться инструкции, чтобы не допустить образования воздушных пузырей между элементами и обеспечить герметичность в будущем.
Не забываем о системе охлаждения. Как только процесс пайки завершен, полипропиленовая труба следует остудить подачей воды или использованием специального охлаждающего аппарата. Максимально низкая температура охлаждения должна быть не менее 15-20 °C, чтоб полипропилен стал достаточно прочным и устойчивым к механическим повреждениям.
Следуя этим советам и зная весь процесс сварки полипропиленовых труб, можно спокойно приступать к монтажу и производить надежные соединения для систем водоснабжения и отопления.
Этап 2 – разметка и нарезка труб
Для процесса нарезки труб необходим паяльник для полипропилена. В случае использования труб PPR с армированием, важно знать, что процесс нарезки таких труб осуществляется после удаления армирования. При нарезке полипропиленовых трубопроводов диаметром до 110 мм рекомендуется использовать нарезчик для пластиковых труб, а для труб большего диаметра — пилу для пластиковых труб.
Перед нарезкой трубы необходимо сделать отметки на ее поверхности в соответствии с требуемыми размерами. Для этого можно использовать линейку или специальные отметочные инструменты.
При нарезке трубы важно правильно подобрать длину отрезков. Всего необходимо нарезать количество трубных отрезков, объем которых соответствует планируемому сетевому расположению трубопровода.
Также важно знать, что параметры нарезки труб зависят от номинального диаметра трубы и температуры водоснабжения. Для полипропиленовых труб, применяемых в системах горячего и холодного водоснабжения, ниже приведена таблица значений для нарезки отрезков полипропиленовых труб различного диаметра:
| Диаметр трубы, мм | Длина отрезка при температуре воды 20°C, мм | Длина отрезка при температуре воды 60°C, мм |
|---|---|---|
| 16 | 110 | 113 |
| 20 | 125 | 128 |
| 25 | 160 | 164 |
| 32 | 200 | 205 |
| 40 | 250 | 258 |
Этап 3 – соединение элементов и нагрев
В этом этапе монтажа полипропиленовых труб для водоснабжения и системы отопления осуществляется соединение элементов и их нагрев.
Перед началом работы необходимо провести разметку и подготовку трубопровода. Для этого рекомендуется выполнить схему монтажа, отметки на стенках трубы и нарезку деталей. Особое внимание следует уделить техническим параметрам, важно знать, какие температурные значения применяется для полипропилена.
На этапе соединения элементов важно понимать, что процесс пайки полипропиленовых труб напрямую зависит от технологического процесса и параметров самого изделия. Для соединения труб используют специальные устройства, а также обязательно применяется паяльник.
Перед началом нагревания труб необходимо проверить наличие армирования и технологическое состояние трубы, чтобы детали не деформировались в процессе пайки.
Для нагрева паяльником полипропиленовых труб потребуется знать температурные значения в зависимости от диаметра трубы. Взять эти значения можно из инструкции или стандартные значения применяется для полипропиленовых труб.
Сначала вставляем трубы в специальные устройства, а затем нагреваем место соединения труб с помощью паяльника. Важно не превышать и не уменьшать температуру, чтобы избежать деформации стенок трубы.
Вот пример таблицы с температурными значениями:
| Диаметр трубы (мм) | Температура нагрева (°C) |
|---|---|
| 16 | 260 |
| 20 | 260 |
| 25 | 270 |
| 32 | 280 |
При выполнении данного этапа необходимо обращать внимание на температурные значения и рекомендации производителя, чтобы получить качественное и надежное соединение полипропиленовых труб.
- Соединить полипропиленовые трубы можно с помощью специальных устройств и методов сварки.
- При нагреве полипропиленовых труб происходит их расширение, что позволяет осуществить качественную пайку.
- Для пайки полипропиленовых труб потребуется знать номинальное значение температуры нагрева.
- Температурные значения зависят от диаметра и номиналом трубы, поэтому важно знать технические характеристики и инструкцию по монтажу.
- Для нагрева полипропиленовых труб можно использовать паяльник или другое специальное оборудование.
- Необходимо помнить о максимально допустимой температуре нагрева, чтобы избежать деформации труб и элементов системы.
- При пайке полипропиленовых труб обязательно следует учитывать значения температур окружающей среды и воды.
- При соединении труб с разными диаметрами важно соблюдать определенные правила и схему устройства трубопровода.
Все эти элементы важны для качественной и надежной пайки полипропиленовых труб. Чтобы более детально разобраться в процессе пайки и посмотреть практические примеры, рекомендуется ознакомиться с полезным видео на эту тему.
Видео:
Пайка полипропиленовых труб | температура, время схватывания и другие тонкости…
Пайка полипропиленовых труб | температура, время схватывания и другие тонкости… by lexa rad 50,956 views 1 year ago 1 minute, 26 seconds











